一、特氟龍網(wǎng)帶的核心價(jià)值與行業(yè)應(yīng)用
特氟龍(PTFE)網(wǎng)帶憑借其耐高溫(≤260℃)、耐腐蝕、低摩擦系數(shù)等特性,已成為食品烘干、化工輸送、紡織印染等領(lǐng)域的核心傳輸設(shè)備。然而,其性能的充分發(fā)揮離不開包邊工藝、包邊材料選擇以及拼接技術(shù)的優(yōu)化。本文將從這三個(gè)維度,為您解析特氟龍網(wǎng)帶的技術(shù)細(xì)節(jié)與選型指南。

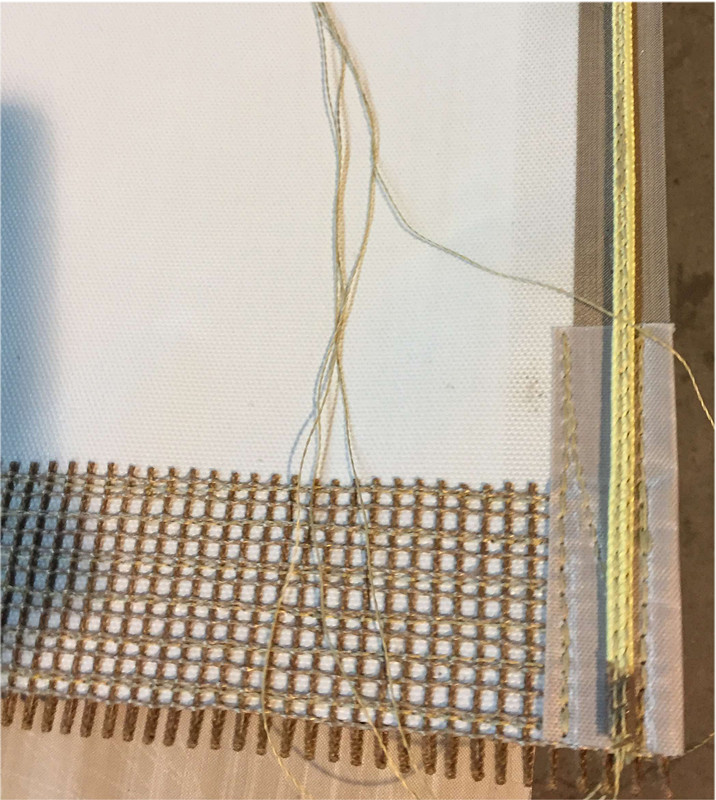
二、包邊工藝:提升網(wǎng)帶耐用性的關(guān)鍵技術(shù)
1. 包邊工藝的必要性
防止邊緣脫層:高溫環(huán)境下,未包邊的網(wǎng)帶邊緣易因摩擦或機(jī)械應(yīng)力導(dǎo)致纖維斷裂,引發(fā)脫層現(xiàn)象。
增強(qiáng)抗拉強(qiáng)度:包邊材料可顯著提升邊緣抗拉強(qiáng)度(提升30%-50%),避免長期使用后的變形。
延長使用壽命:經(jīng)優(yōu)化包邊的網(wǎng)帶壽命可達(dá)未包邊產(chǎn)品的2-3倍。
2. 主流包邊工藝對(duì)比
|
工藝類型
|
原理
|
優(yōu)勢(shì)
|
適用場(chǎng)景
|
|
機(jī)械包邊法
|
通過縫紉機(jī)縫合高強(qiáng)度纖維線(如芳綸線)加固邊緣
|
成本低,適合大批量生產(chǎn);縫紉線耐高溫(≥250℃)
|
食品烘干、低溫輸送(≤150℃)
|
|
熱熔包邊法
|
利用高溫?zé)崛勰z(PTFE乳液)將包邊材料熔融粘合
|
邊緣平整,耐化學(xué)腐蝕性強(qiáng);粘合強(qiáng)度高(≥50N/cm)
|
化工、制藥等高溫(≥200℃)、強(qiáng)腐蝕環(huán)境
|
|
超聲波包邊法
|
通過超聲波振動(dòng)熔合包邊材料與網(wǎng)帶邊緣
|
無需膠水,環(huán)保無污染;邊緣密封性好
|
高端食品加工、電子元件輸送(對(duì)衛(wèi)生要求嚴(yán)格)
|
3. 工藝質(zhì)量控制要點(diǎn)
邊緣對(duì)齊度:包邊材料與網(wǎng)帶邊緣偏差需≤1mm,避免局部應(yīng)力集中。
熱熔參數(shù):溫度控制280-320℃,時(shí)間3-5秒,避免材料燒焦或粘合不牢。
超聲波參數(shù):頻率20-40kHz,壓力≥3MPa(根據(jù)材料厚度調(diào)整)。
三、包邊材料:性能與場(chǎng)景的精準(zhǔn)匹配
1. 常見包邊材料特性對(duì)比
|
材料類型
|
耐溫范圍
|
耐腐蝕性
|
抗拉強(qiáng)度
|
適用場(chǎng)景
|
|
玻璃纖維
|
≤500℃
|
耐酸堿(除HF)
|
高(≥200MPa)
|
高溫化工輸送、冶金行業(yè)
|
|
凱夫拉纖維
|
≤200℃
|
耐磨損、耐沖擊
|
極高(≥300MPa)
|
高摩擦場(chǎng)景(如紡織印染定型機(jī))
|
|
PTFE薄膜
|
≤260℃
|
耐強(qiáng)酸強(qiáng)堿
|
中(≥50MPa)
|
食品加工、醫(yī)藥行業(yè)(符合FDA標(biāo)準(zhǔn))
|
|
聚四氟乙烯涂層
|
≤260℃
|
耐腐蝕、自潤滑
|
低(≥30MPa)
|
需要低摩擦系數(shù)的場(chǎng)景(如電子元件輸送)
|
2. 材料選擇原則
高溫工況(≥200℃):優(yōu)先選擇玻璃纖維或PTFE薄膜包邊。
強(qiáng)腐蝕環(huán)境(如濃硫酸、鹽酸):PTFE薄膜或玻璃纖維包邊。
高磨損場(chǎng)景(如紡織、印刷):凱夫拉纖維包邊。
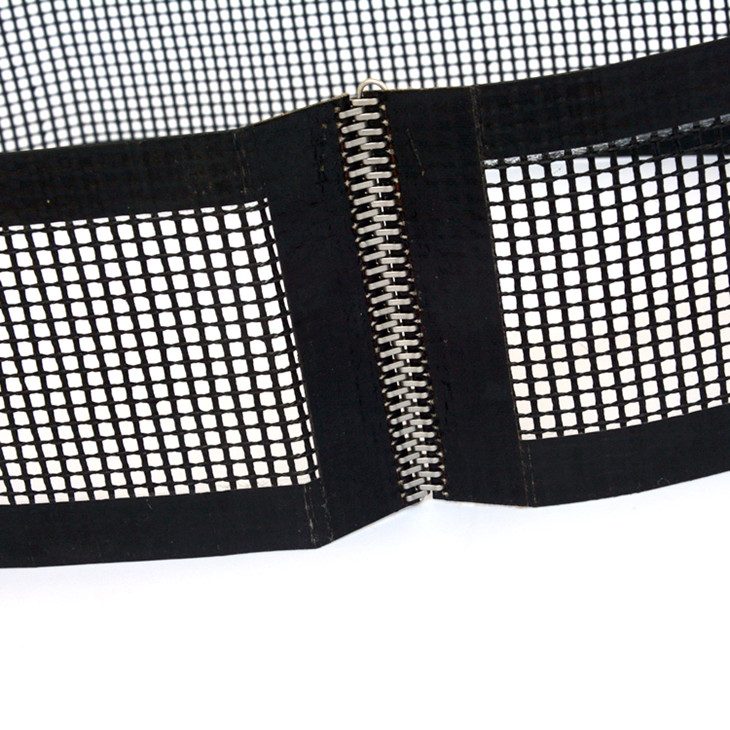
四、拼接技術(shù):確保網(wǎng)帶連續(xù)性與強(qiáng)度
1. 拼接工藝對(duì)比
|
工藝類型
|
原理
|
優(yōu)勢(shì)
|
適用場(chǎng)景
|
|
機(jī)械縫合
|
使用高強(qiáng)度纖維線(如芳綸線)縫合網(wǎng)帶兩端
|
成本低,操作簡單;縫合處強(qiáng)度可達(dá)原網(wǎng)帶的70%
|
臨時(shí)性連接或低負(fù)載場(chǎng)景
|
|
熱熔拼接
|
通過高溫(280-320℃)熔融網(wǎng)帶纖維,實(shí)現(xiàn)無縫連接
|
拼接處平整,耐化學(xué)腐蝕;強(qiáng)度可達(dá)原網(wǎng)帶的85%
|
化工、食品等高溫、高衛(wèi)生要求場(chǎng)景
|
|
超聲波焊接
|
利用超聲波振動(dòng)熔合網(wǎng)帶纖維
|
無需膠水,環(huán)保;拼接處強(qiáng)度≥90%
|
高端制造、電子元件輸送(對(duì)拼接處平整度要求高)
|
2. 拼接質(zhì)量控制要點(diǎn)
拼接強(qiáng)度測(cè)試:拼接處剝離強(qiáng)度需≥40N/cm(按GB/T 2791-1995標(biāo)準(zhǔn))。
耐溫測(cè)試:在額定溫度下持續(xù)運(yùn)行72小時(shí),拼接處無開裂、脫層現(xiàn)象。
平整度檢測(cè):拼接處高度差≤0.2mm,避免輸送過程中卡滯。
五、典型案例與選型建議
1. 食品加工行業(yè)
場(chǎng)景:薯片烘干輸送帶。
工藝選擇:超聲波包邊法+PTFE薄膜包邊帶+超聲波焊接拼接。
優(yōu)勢(shì):邊緣無膠水殘留,符合FDA標(biāo)準(zhǔn);拼接處平整,避免物料卡滯。
效果:輸送帶壽命從8個(gè)月延長至14個(gè)月,年維護(hù)成本降低35%。
2. 化工行業(yè)
場(chǎng)景:鹽酸輸送帶。
工藝選擇:熱熔包邊法+玻璃纖維包邊帶+熱熔拼接。
優(yōu)勢(shì):耐強(qiáng)酸腐蝕;拼接處強(qiáng)度高,避免泄漏。
效果:因腐蝕導(dǎo)致的停機(jī)次數(shù)從每月3次降至0次。
3. 紡織印染行業(yè)
場(chǎng)景:高溫定型機(jī)輸送帶。
工藝選擇:機(jī)械包邊法+凱夫拉纖維包邊帶+機(jī)械縫合拼接。
優(yōu)勢(shì):耐磨性強(qiáng),可承受布料摩擦;拼接成本低。
效果:輸送帶更換周期從2個(gè)月延長至5個(gè)月。
蘇州密泰新材料結(jié)語
特氟龍網(wǎng)帶的性能優(yōu)化離不開包邊工藝、包邊材料與拼接技術(shù)的協(xié)同作用。通過精準(zhǔn)選擇工藝(如超聲波包邊)、材料(如玻璃纖維)和拼接方式(如熱熔拼接),企業(yè)可顯著提升網(wǎng)帶耐用性,降低維護(hù)成本。未來,隨著智能化與環(huán)保化技術(shù)的融入,特氟龍網(wǎng)帶將在更多領(lǐng)域展現(xiàn)其核心價(jià)值。